-

卷邊機生產廠家解說自動化全自動圓筒成型卷邊機的用途和產品特點
2019-12-04 1001
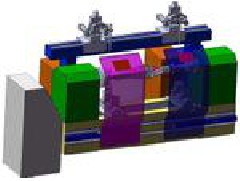
主動化全主動圓筒成型卷邊機 一,用途: 用途:適用于PVC,PP,APET,PETG等塑膠透明圓筒大批量出產;是糖塊包裝、禮品包裝、玩具包裝、文具包裝、傘具包裝、漁具包裝、羽毛球包裝、署片包裝、署片類休閑食品包裝等產品的理想包裝容器。 特點:機器經過CE認證,現在已出到:美國、波蘭、印度、非洲、南美洲、東南亞等國家和地區。 二,主動化全主動圓筒成型卷邊機: 1. 伺服式片材主動進料,
-
自動焊機定制加工解析在國內發展存在哪些弊端
2019-11-29 900
隨著商場競賽的白熱化,優勝劣汰會變成自動焊機職業結構調節的必然趨向。境內焊接設備職業的產能大于需求,職業的利潤越來越少,加上經濟危機,中小企型訂單少,產品單一,缺少核心競賽力、沒有自主研制能力的企業,會被大規模化集團兼并收買,從而退出電焊機職業,我國自動焊機未來的開展方向將向高效、節能、機電一體化和成套方面開展。 以機器人為代表的焊接自動化設備開展迅猛,數量大幅度應高,在高速機車、工程機械、
-
數控鋼筋籠滾焊機安全操作規程
2019-11-26 871
數控鋼筋籠滾焊機安全操作規程 1, 改換標準調節滑塊方位時,一定要承認螺栓已緊固,防止 焊接過程中滑塊飛出,造成事端。 2, 當設備工作出現反常時,應當即泊車查看毛病原因所在,待毛病掃除之后在重新起車焊接。在修理或調整設備(包含調節行程開關及接近開關方位)應將設備的一切電源全 部切斷,方可進行調節或修理,嚴禁在設備帶電狀態下進 行調整。 3, 設備通電發動前有必要保證一切人員應遠離設備(
-
切管機生產廠家解析切管機的夾具設計時要注意哪些問題
2019-11-22 964
切管機的夾具規劃一般結構單一,給人的感覺結構不是很雜亂,特別現在液壓夾具的大行其道,使其原有的機械結構大大簡化,可是如果在規劃切管機夾具的進程中不加以具體考慮在運用進程中會出現許多不必要的費事。 規劃切管機夾具首要要考慮以下幾點: 1、被加工件的毛坯余量;構成毛坯尺度過大,發生干與。所以在規劃之前一定要準備毛坯圖,留出足夠的空間。 2、夾具的排屑暢通性 規劃切管機夾具時由于機床的加工空
-

自動焊機定制加工中的自動翻轉變位機有哪些優勢特征
2019-11-19 875
主動翻起色和變位機是未來焊接商場不可短少的先進焊接裝備,而柔性焊接翻起色在焊接生產的應用更是越來越廣泛 其主要優勢在于: 1.操作快速便利,進步工作效率; 2.工裝夾具選用規范模塊,重復使用性強,互換性強,然后降低生產成本; 3.工裝夾具的加工精度高,耐磨性好,能確保產品焊接加工的精度要求; 4.工裝夾具選用人性化規劃,契合人體工學,環保高效,不污染生產車間,產品的品牌效應高,然后進
-

自動焊機定制加工說明其電焊機的使用方法
2019-11-13 924
1、焊接時應先調理電極桿的方位,使電極剛好壓到焊件時,電極臂連接互相平行。 2、電流調理開關級數的挑選可按焊件厚度選材量而選定。通電后電源指示燈應亮,電極壓力巨細可調整彈簧壓力螺母,改動其緊縮水平而獲得。否則,當光纖激光切割機能量缺乏時,切割小孔簡單出點斷點殘留以及圓孔不圓的現象 3、正在完結上述調整后,可先接通冷卻水后再接通電源籌辦焊接。焊接過程的法式:焊件置于兩電極之間,踩下腳踏板,并
-

切管機生產廠家如何分析其質量低的原因
2019-11-08 863
切管機的彎管進程是先向機床內置計算機輸入導管的成形數據,然后放置管坯,由機床自動控制彎曲成形。為此,首要需制出導管實樣,通過對實樣測量得出原始管形數據,再把數據傳輸到切管機的PC機中,然后批改管形數據,使彎制的導管與實樣一同。 導管一般由若干個直線段和彎曲段組成,導管的規范為LF2-M-G10×1,總長160mm;繪圖進程是將管子放在空間坐標系中,并將管子的直線段用其中心線標明,相鄰的中心線
-

數控焊機生產廠家告知怎樣避免數控鋼筋籠滾焊機的故障現象
2019-11-05 867
防止數控鋼筋籠滾焊機出現故障的辦法 咱們都知道任何的機器在運用必定的時刻后就會出現必定程度的磨損,假如不及時的進行設備保護就會降低設備的運用壽命,數控鋼筋籠滾焊機也是一樣的,假如不及時的進行保護保養還會影響工作的功率。咱們怎樣才能防止這種狀況的發生呢? 一、數控鋼筋籠滾焊機工作人員必定要通過專業的培訓,在操作數控鋼筋籠滾焊機的人員中有很多不懂得機器的操作程度和功能,形成操作失誤,結果是嚴峻
-

切管機生產廠家中影響切割精度的要素有哪些方面
2019-10-29 980
切管機的切開精度的問題一直是慶源顧客們重視的問題,有的顧客認為切管機的價格越高就說明質量越好,精度越高,那么終究是不是這姿勢,下面就介紹一下切管機的四大影響精度的要素。 1、激光光束的形狀:激光器宣告的光束為錐形,所以切出來的縫隙也是錐形,在這種情況下,厚度0.4MM的不銹鋼就會比3MM的切縫小的多。因此,激光光束的形狀取決于影響金屬切管機切開精度的一大要素。在這種錐形的激光光束條件下,工件
-
切管機生產廠家分析為何質量低的原因
2019-10-25 844
切管機的彎管進程是先向機床內置計算機輸入導管的成形數據,然后放置管坯,由機床自動操控曲折成形。為此,首要需制出導管實樣,通過對實樣測量得出原始管形數據,再把數據傳輸到切管機的PC機中,然后修正管形數據,使彎制的導管與實樣共同。 導管一般由若干個直線段和曲折段組成,導管的標準為LF2-M-G10×1,總長160mm;繪圖進程是將管子放在空間坐標系中,并將管子的直線段用其中心線表明,相鄰的中心線